
Duplex Board: Versatile, Durable, and Cost-Effective Material Discover the Benefits, Applications, and Types for Your Business
Duplex Board: A Versatile and Durable Choice
Eco-Friendly Solutions for Packaging and Beyond
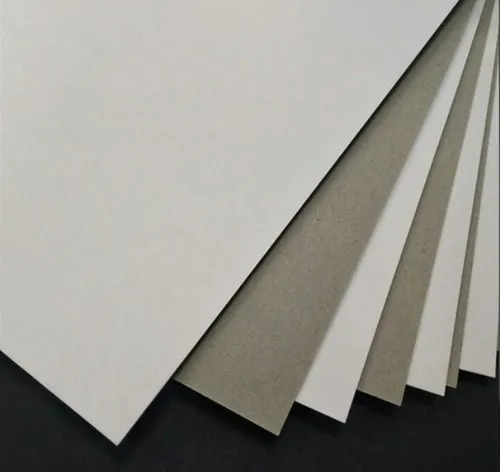
Understanding Duplex Board: The Unsung Hero of Packaging Duplex paper, commonly known in the packaging industry, is a type of paperboard with a two-layer structure. It is an essential material for many industries due to its durability, versatility, and cost-effectiveness. Combining lightweight with strength, this board is ideal for both protective and decorative applications.
Typically, duplex boards are made from recycled virgin fibers, but the two layers have different purposes. While one side is smooth, coated, and ideal for printing, the other side is smoother and less finished, making duplex paper a popular choice for products manufactured where one side is consumer-facing and the other side is hidden.
What Sets Duplex Board Apart?
Duplex board owes its popularity to its unique characteristics:
- Dual-Layer Design: The top layer is designed for visual appeal, often with a white or coated finish. This layer is smooth and supports high-quality printing. Meanwhile, the bottom layer focuses on strength and cost-effectiveness, often using recycled fibers.
- Recyclability and Eco-Friendliness: Being made primarily of recycled materials, duplex paper are eco-friendly. This aligns with global movements toward sustainable production.
- Customizable Thickness: Available in different thickness levels, measured in grams per square meter (GSM), duplex boards cater to diverse needs, from lightweight cartons to sturdy packaging.
Types of Duplex Boards
Duplex boards come in several varieties, each tailored to specific applications:
- Coated Duplex Board (CDB):
- Features a glossy or matte finish on one side, making it suitable for high-quality printing.
- Commonly used in food packaging, cosmetics, and premium retail packaging.
- Uncoated Duplex Board:
- Without a coating, this type is cost-effective and ideal for less visually demanding uses.
- White Back Duplex Board:
- Features a white surface on both sides for superior aesthetics and printability.
- Frequently used in high-end branding.
- Grey Back Duplex Board:
- The underside is grey due to recycled fiber content.
- Favored for economical packaging solutions where only one side is visible.
Manufacturing Process: From Fibers to Boards
The creation of duplex board is a complex, multi-step process:
- Pulp Preparation: Virgin and recycled fibers are processed into a slurry. Additives are introduced to enhance durability and performance.
- Layering: The pulp is layered on a moving wire mesh to create the two-layer structure.
- Pressing and Drying: Excess water is removed via pressing, followed by drying to form a stable sheet.
- Coating: A smooth, glossy layer is applied to one side to improve print quality and surface finish.
- Cutting and Packaging: The final product is trimmed into sheets or rolls and packaged for distribution.
Applications Across Industries
Duplex paper board serves as a cornerstone material in numerous sectors:
- Packaging Solutions:
- Used for creating boxes for food, cosmetics, electronics, and medicines.
- Ideal for lightweight packaging like cereal cartons and tissue boxes.
- Advertising and Printing:
- Duplex board’s smooth surface is perfect for high-quality posters, brochures, and business cards.
- Stationery Products:
- Covers for notebooks, folders, and diaries often use duplex boards due to their durability.
- Industrial Applications:
- Acts as a protective layer in packaging for fragile or heavy products.
Why Choose Duplex Board? Key Advantages
- Eco-Friendly Alternative: Recycled fiber content makes it a sustainable choice for environmentally-conscious businesses.
- Cost-Effective: Compared to pure virgin paperboards, duplex are budget-friendly without compromising on quality.
- Durable Yet Lightweight: Offers excellent strength, ideal for both protective and aesthetic applications.
- Superior Printability: The smooth, coated surface ensures vibrant and precise printing, enhancing branding opportunities.
- Versatility: Can be adapted for countless uses across industries.
Challenges and Limitations
While duplex boards are incredibly useful, they have some limitations:
- Limited Water Resistance: Without additional lamination or coatings, duplex boards may not withstand moisture well.
- Surface Vulnerability: The uncoated side is prone to wear and tear.
- Recycling Complexity: The coating on the surface can complicate recycling in some cases.
Industry Trends: The Future of Duplex paper
- Sustainability Innovations:
- The industry is exploring biodegradable coatings to make duplex boards more environmentally friendly.
- Enhanced recycling processes are being developed to manage coated boards better.
- Customization Boom:
- Businesses are demanding tailored duplex boards with specific thickness, coating, and size options.
- Advancements in Coatings:
- New coatings are being introduced to improve water resistance and compatibility with food-grade standards.
- E-Commerce Growth:
- With the rise of online shopping, duplex boards are becoming integral to protective and branded packaging.
Regional Production and Market Insights
- Key Players:
- Prominent manufacturers include ITC Limited, WestRock, and Nine Dragons Paper.
- Production Hubs:
- Asia-Pacific leads the production, with India and China dominating due to cost-effective manufacturing capabilities.
- Europe and North America focus more on premium and eco-friendly variants.
- Market Growth:
- The duplex board market is poised to grow alongside expanding industries like FMCG, e-commerce, and printing.
Duplex Board: The Backbone of Modern Packaging
Packaging plays an essential role in our everyday lives. From protecting products during transport to ensuring they stand out on store shelves, the materials used in packaging must be both functional and visually appealing. One such unsung hero in this industry is duplex paper, a type of paperboard known for its versatility, eco-friendliness, and cost-effectiveness.
This article dives deeper into the world of duplex board, exploring its manufacturing process, types, applications, advantages, and future prospects, with a comprehensive, human-centered approach.
What Is Duplex Board? A Deeper Look
Duplex board is a two-ply paperboard material made by layering virgin and recycled fibers. This structure gives it a unique combination of strength, lightweight properties, and cost efficiency.
It’s particularly popular in the packaging industry, where it serves as a material for everything from product cartons to decorative boxes. Its coated surface ensures it is print-friendly, making it ideal for branding, while its rougher underside keeps production costs low.
The Two Faces of Duplex paper
The dual nature of duplex board sets it apart from other types of paperboard:
- Top Layer:
- Made with virgin pulp for a clean, smooth, and often coated finish.
- Provides a high-quality surface for printing and visual appeal.
- Bottom Layer:
- Composed of recycled materials for structural strength and eco-friendliness.
- Generally uncoated and rough, as this side is less visible.
This blend of functional and aesthetic qualities makes duplex board a preferred choice across various industries.
Expanding the Types of Duplex
Duplex boards come in a wide array of types to cater to different industries and needs. Here’s a more detailed classification:
1. Coated Duplex Board (CDB):
- Coated with a thin layer of clay or similar material to create a glossy or matte surface.
- Perfect for applications requiring sharp printing and high-quality visuals, such as premium packaging for cosmetics or electronics.
2. Uncoated Duplex Board:
- No additional coating, offering a more natural and cost-effective solution.
- Commonly used in industrial applications or areas where appearance is secondary.
3. White Back Duplex Board:
- Both sides of the board are white, offering greater flexibility for printing.
- Popular in industries requiring consistent aesthetics on both sides, such as premium stationery.
4. Grey Back Duplex Board:
- The underside is grey due to the use of recycled fibers.
- A more economical choice, often used in packaging where only one side is visible.
5. Moisture-Resistant Duplex Board:
- Treated with a special coating to withstand moisture, making it suitable for food packaging or humid environments.
How Duplex Board is Made: An In-Depth Process
The production of duplex board involves several stages, each designed to maximize its strength, durability, and appearance:
1. Pulp Preparation:
- Virgin Pulp: High-quality wood fibers are processed to create a smooth, strong layer for the top side.
- Recycled Fiber Pulp: Waste paper is cleaned, de-inked, and processed to form the bottom layer.
2. Layer Formation:
- Using a twin-wire machine, the two layers are formed simultaneously and bonded together.
3. Pressing and Drying:
- Excess water is removed through mechanical pressing.
- The board is then dried using steam-heated rollers to achieve its final strength and thickness.
4. Coating Application:
- A layer of clay, polyethylene, or similar material is applied to the top side to enhance printability.
5. Cutting and Finishing:
- The finished duplex board is trimmed into sheets or rolls of specified sizes and packaged for distribution.
Why Duplex Board Stands Out: Key Benefits
1. Environmentally Friendly:
- Duplex paper’s reliance on recycled fibers makes it a sustainable option, reducing waste and conserving resources.
2. Economical:
- Combining virgin and recycled materials keeps costs lower than fully virgin paperboards.
3. Lightweight but Strong:
- Duplex boards are designed to be sturdy without adding unnecessary weight, ideal for shipping and retail.
4. Print-Friendly:
- The coated side ensures sharp and vibrant graphics, essential for branding and marketing.
5. Versatile Applications:
- Used across industries, from food packaging to industrial uses, duplex are adaptable to a variety of requirements.
Applications Across Industries: Beyond Packaging
1. Packaging Industry
- Food Packaging: Used for takeout containers, bakery boxes, and frozen food cartons.
- Retail Packaging: Ideal for cosmetic boxes, electronics cartons, and gift boxes.
2. Printing and Advertising
- Business cards, brochures, posters, and promotional materials are often printed on duplex due to their excellent finish.
3. Stationery Products
- Notebook covers, file folders, and calendars use duplex for their durability and aesthetic appeal.
4. E-commerce and Logistics
- Used as layer pads to protect goods during shipping or as outer boxes for branding.
5. Industrial Uses
- Acts as a sturdy base material for protective packaging in industrial sectors.
| Feature | Duplex Board | Solid Bleached Board (SBB) | Corrugated Board | Chipboard |
| Cost | Affordable | Expensive | Moderate | Cheapest |
| Printability | Excellent | Superior | Limited | Low |
| Strength | Moderate to High | High | Very High | Low to Moderate |
| Eco-Friendliness | High | Moderate | High | High |
Challenges in Using Duplex Board
- Moisture Sensitivity:
- Without additional treatment, duplex boards can absorb moisture, limiting their use in certain conditions.
- Recycling Issues:
- The coating layer, while enhancing print quality, can complicate recycling processes.
- Surface Wear:
- The uncoated side can be prone to damage, especially during handling and transportation.
Future of Duplex Boards: Emerging Trends
1. Sustainable Innovations:
- Eco-friendly coatings and biodegradable adhesives are being developed to enhance duplex boards’ recyclability.
2. Customization:
- Rising demand for bespoke duplex boards with specific GSM, coatings, and finishes.
3. Growth in E-Commerce:
- Duplex boards are increasingly used for branded packaging in the booming online retail market.
4. Advanced Coatings:
- Anti-microbial and water-resistant coatings are expanding the applications of duplex boards, especially in food and healthcare.
Global Market Insights
Production Hubs:
- Asia-Pacific: India and China are leading producers, offering cost-effective manufacturing.
- Europe & North America: Focus on premium and sustainable variants to cater to eco-conscious consumers.
Key Players:
- ITC Limited, WestRock, and Stora Enso are some of the major manufacturers globally.
Market Drivers:
- Growth in FMCG, e-commerce, and food delivery sectors is boosting demand.
Grey Back Duplex Board: An Essential Material for Cost-Effective Packaging
In the world of packaging, where functionality, affordability, and sustainability are key, Grey Back Duplex has carved out a unique niche. As one of the most widely used types of duplex board, its dual-layer structure combines an aesthetically pleasing white or coated surface with a grey bottom layer. This blend of features makes it a cost-effective yet versatile material, ideal for a variety of industrial and consumer applications. duplex board images .
This article delves into the properties, manufacturing process, applications, and benefits of Grey Back Duplex , offering insights into why it has become a staple in the packaging industry.
What is Grey Back Duplex Board?
Grey Back Duplex is a two-layer paperboard primarily made from recycled materials. Its top layer is smooth, white, and often coated, designed for printing and branding purposes. The bottom layer, which gives it its name, is grey and uncoated, made from recycled fibers.
This combination results in a product that is economical, strong, and versatile, perfectly suited for packaging solutions where only one side of the board needs to be visually appealing.
Manufacturing Process of Grey Back Duplex Board
The production of Grey Back Duplex Board involves several well-coordinated steps to ensure quality and sustainability:
- Pulping:
- The board’s base layer (grey back) is made from recycled paper fibers, which are cleaned and processed into pulp.
- Virgin pulp may be used for the top layer to ensure smoothness and printability.
- Layer Formation:
- Using a twin-wire machine, the grey and white layers are formed simultaneously and bonded together.
- Pressing and Drying:
- The board is pressed to remove excess water and dried using steam-heated rollers, giving it strength and stability.
- Coating Application:
- The white surface is coated with clay or other materials to provide a smooth, glossy finish, enhancing its suitability for printing.
- Cutting and Finishing:
- The finished product is cut into sheets or rolls of various sizes, depending on market requirements.
Key Properties of Grey Back Duplex Board
- Two-Sided Structure:
- The white top layer provides a clean, smooth surface suitable for high-quality printing.
- The grey back is rough and uncoated, which keeps manufacturing costs low.
- Thickness Range:
- Available in varying thicknesses (measured in GSM), from 200 GSM for lightweight packaging to 400 GSM for sturdier applications.
- Durability:
- Despite its affordability, Grey Back Duplex is sturdy and resistant to wear, making it a reliable choice for packaging.
- Eco-Friendly:
- Composed largely of recycled materials, it is an environmentally responsible option for businesses.
Applications of Grey Back Duplex Board
Grey Back Duplex is widely used across industries due to its cost-effectiveness and versatility:
1. Packaging
- Consumer Goods: Used to make boxes for products like shoes, toys, and electronics.
- Food Packaging: Commonly used for dry food cartons such as cereal boxes and snack packaging.
- Cosmetic and Pharmaceutical Packaging: Offers an economical option for non-premium packaging.
2. Industrial Uses
- Serves as layer pads in pallets to protect goods during transport.
- Used for creating partitions in large shipping containers.
3. Printing and Advertising
- Suitable for printing brochures, posters, and other promotional materials where the reverse side remains hidden.
4. Stationery
- Often used in file covers, notebook backing boards, and calendars.
Advantages of Grey Back Duplex
- Cost-Effective:
- The use of recycled fibers and uncoated grey backing keeps costs low, making it affordable for bulk packaging needs.
- High Printability:
- The coated white surface ensures vibrant and sharp printing, which is ideal for branding and marketing.
- Eco-Friendly:
- By incorporating recycled materials, Grey Back Duplex minimizes environmental impact, aligning with sustainable business practices.
- Durable Yet Lightweight:
- It offers an excellent strength-to-weight ratio, reducing shipping costs while ensuring product protection.
- Versatile Applications:
- Its adaptability across industries makes it a go-to material for both industrial and consumer uses.
Challenges and Limitations
- Moisture Resistance:
- Grey Back Duplex Board is not naturally water-resistant, requiring additional treatment or lamination for use in humid or wet conditions.
- Aesthetic Limitations:
- While the top layer is visually appealing, the grey backing may not be suitable for applications requiring aesthetics on both sides.
- Recycling Complexity:
- The coated white surface can pose challenges in recycling, although advancements in recycling technologies are addressing this issue.
White Back Duplex Board
White Back Duplex Board: A Premium Packaging Solution
In the fast-paced world of packaging and printing, choosing the right material can make all the difference in ensuring a product stands out while remaining functional and cost-effective. Among the many options available, White Back Duplex holds a significant position due to its dual-sided premium finish and versatility. duplex board images.
This paperboard is designed to meet the demands of industries where aesthetics and durability are equally important. With a smooth white surface on both sides, it provides a superior finish for high-quality printing and branding while maintaining strength and affordability. This article explores the unique properties, manufacturing process, applications, and benefits of White Back Duplex , showcasing why it’s a top choice for premium packaging solutions.
What is White Back Duplex Board?
White Back Duplex is a type of duplex distinguished by its white finish on both sides. This two-layered structure is achieved by using a combination of virgin and recycled fibers, with both layers refined to ensure a clean, polished appearance.
The top layer, typically coated with a glossy or matte finish, is ideal for printing sharp, vibrant designs. Meanwhile, the reverse side, though uncoated, is also white and smoother compared to Grey Back Duplex, giving it a refined aesthetic appeal. This makes White Back Duplex Board the preferred material for applications where both sides of the board are visible.
Manufacturing Process of White Back Duplex
The creation of White Back Duplex involves several precise steps to achieve its high-quality finish and durability:
1. Pulp Preparation
- The pulp for the top layer is made from virgin fibers to ensure a smooth and clean surface.
- Recycled fibers may be used for the inner layers to enhance eco-friendliness and cost efficiency.
2. Layer Formation
- Using advanced paper machines, the top white layer and the white backing layer are bonded together.
3. Coating
- The outer surface is coated with a fine clay-based layer to provide a smooth, glossy finish.
- The reverse side is often left uncoated or given a light coating for a clean, white appearance.
4. Pressing and Drying
- Excess water is removed through pressing, and the board is dried to achieve the required thickness and stability.
5. Cutting and Finishing
- The finished boards are cut into sheets or rolls of various sizes, depending on market demands.
Key Features of White Back Duplex
- Dual-Sided White Finish
- Both sides of the board are white, with the front often coated for superior printability.
- Superior Print Quality
- The smooth, coated surface ensures excellent ink adhesion, enabling sharp and vibrant prints.
- Customizable Thickness
- Available in a wide range of thickness levels (measured in GSM), making it suitable for lightweight and heavy-duty packaging.
- Strength and Durability
- The board is designed to withstand external pressures and maintain structural integrity, making it ideal for packaging.
- Eco-Friendly Composition
- Incorporates recycled materials in its inner layers, reducing environmental impact.
Applications of White Back Duplex
White Back Duplex Board is extensively used across various industries due to its premium finish and versatility:
1. Retail and Consumer Packaging
- Luxury Packaging: Commonly used for packaging premium products like cosmetics, perfumes, and high-end gadgets.
- Food Packaging: Ideal for bakery boxes, confectionery cartons, and dry food containers due to its clean and non-toxic surface.
2. Printing and Advertising
- Used for creating brochures, catalog covers, and promotional materials where print quality is paramount.
- Suitable for high-end posters and point-of-sale displays.
3. Stationery Products
- White Back Duplex Board is often used in the production of notebooks, diaries, and file covers, thanks to its refined appearance.
4. E-commerce Packaging
- With its aesthetic appeal, it is often used for branded packaging solutions in the growing e-commerce sector.
Conclusion
White Back Duplex is a versatile, high-quality material that balances strength, printability, and aesthetic appeal. Its premium finish, combined with its durability and eco-friendliness, makes it a popular choice in industries like retail, food, and e-commerce.
In an era where packaging is not just about functionality but also about creating a lasting impression, White Back Duplex Board stands out as a material that delivers on both fronts. As businesses continue to prioritize sustainability and brand visibility, the demand for this exceptional paperboard is expected to grow further, solidifying its role as a cornerstone of modern packaging solutions.




